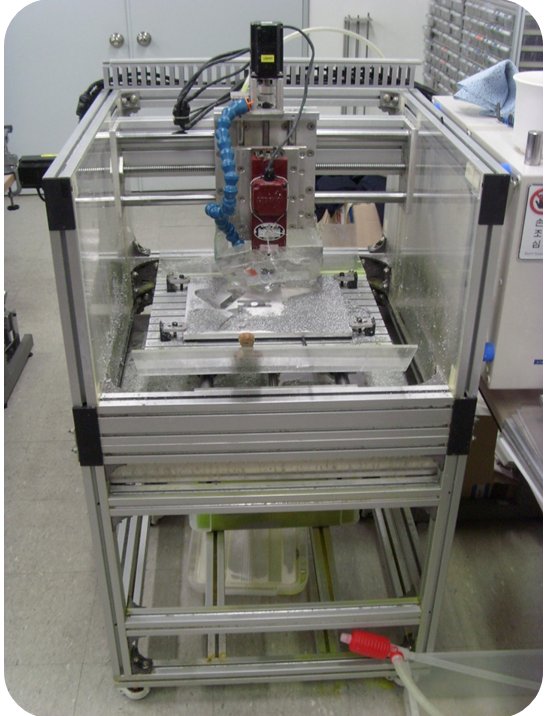
그림 0 : 나의 1호 CNC
정말로 오랜만에 제작기를 다시 쓰게 되네요. 편의상 경어체는 생략하겠습니다. 이해해 주세요.
도입 : 1호 CNC를 제작하였고 한번의 upgrade 과정을 거쳤다. 그림 0은 나의 1호 CNC의 사진이다. (자세한 얘기는 CNC 제작기 365번 참조, CNC 사진 자료 2008년 3월 2일자료 참조).
그림 0 : 나의 1호 CNC
완성된 CNC를 여러 가지 유용한 용도로 잘 사용하였다. 실험용 테스트 플랜트 제작, PCB 드릴홀 작업 등등... 하지만 사용하면 사용할수록 아쉬운 점을 많이 느끼게 되었고 2호기 제작의 꿈을 마음 한구석으로 키워올 수밖에 없었다. 1호 CNC는 다음과 같은 점이 많이 아쉬웠다.
- 몸체를 알루미늄 프로파일로 만들어서 강성이 부족. 결국 가공물 조도에 나쁜 영향. 철 가공은 무리.
- 공작 면적이 협소(380*300*100)하여 큰 기구물 제작시 한계를 보임
- Z축 스트로크가 작아서 바이스를 물려서 작업할 수 없음
- 스핀들 힘이 딸려서 큰 공구경을 갖는 엔드밀을 사용하기엔 무리. 따라서 작업 속도 느림.
위에서 열거한 단점을 모두 극복할 수 있는 형태로 2호기를 제작하기로 결정하였으며 결국 해결책은 베드를 포함한 CNC 기구부를 모두 주물로 진행하고 대용량 스핀들을 장착한 상용수준(?)의 CNC를 제작하는 것이었다. 사실 처음에는 주물로 진행할 생각은 하지 않고 자작 CNC에서 많이 하듯 볼트 체결 방식으로 설계를 하였다. 하지만 방주산업의 이종래 사장님과의 회의를 통해 주물로 진행하기로 마음을 바꿔먹는 대형 사고(?)를 쳤다.
본론 : 2호기 CNC 제작에는 애제자인 심수용 군과 이종래님께서 많은 도움을 주었다. 다시 한번 이 제작기를 통해 감사의 마음을 전하고 싶다. 2호기의 대략적인 스펙은 다음과 같다.
- 스핀들 모터 : 3.2Kw, 18000 RPM, ER25 콜렛, 수냉식
- 인버터 : 야스카와 V1000 (Senseless vector control 지원), 5.5Kw 용량
- 3축 LM 가이드 (폭 25mm), 볼 스크류 (리드 5mm, 직경 20mm)
- 3축 구동 모터 : 삼성 서보 400w 3개, 서보드라이버 CSDJ
- 가공 영역 : 500x700x280 (순서는 x축, y축, z축)
- 총 중량 : 약 850 Kg.
2호 CNC의 진행은 다음과 같은 단계를 통해 진행되었다.
1단계-설계 : 설계는 Autocad와 Solidworks를 이용하여 진행하였으며 심수용 군이 설계 작업을 모두 맡아서 해 주었다. 이종래님과의 미팅을 통해 부족한 점을 다시 반영하여 설계를 수정하였다. 그림 1-1과 1-2는 Autocad로 작성된 CNC의 설계도로 각각 정면과 측면도이다. 그림 1-3은 Solidworks를 이용하여 구성한 CNC의 예상모습이다. 완성이 되면 이런 모양이 될 것이다. 늘 느끼지만 심수용군은 설계 감각이 뛰어나다.
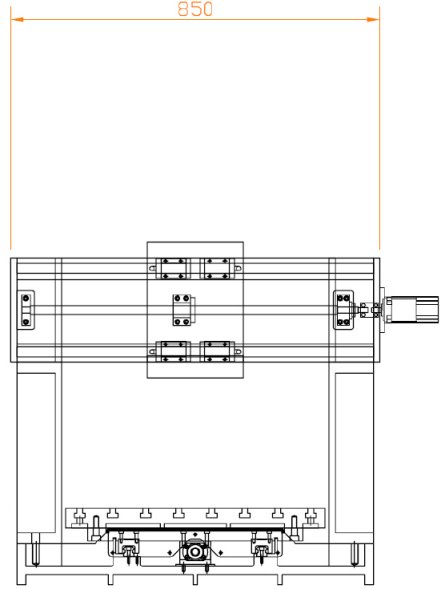
그림 1-1 : Autocad로 작성된 CNC 설계도 (정면
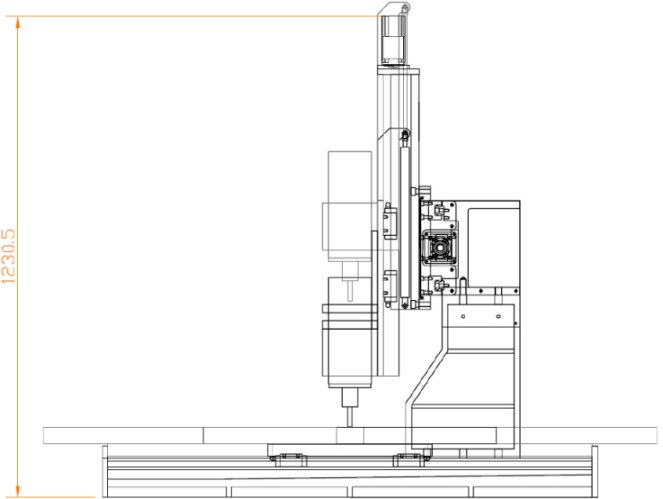
그림 1-2 : Autocad로 작성된 CNC 설계도 (측면)
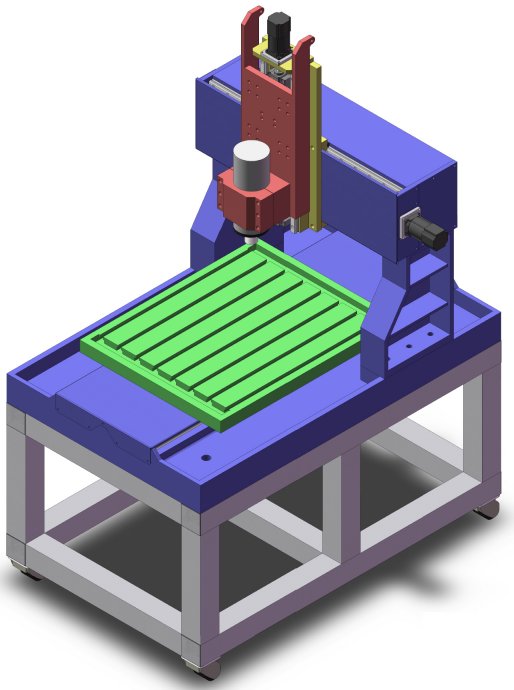
그림 1-3 : Soliworks로 구성한 CNC의 모습
2단계-스티로폼 형틀 작업 : 제작의 첫 번째 단계로 주물 작업을 위한 스티로폼 형틀 작업을 진행하였다. 이종래님이 제작하신 자작 CNC를 이용하여 진행하였다(그림 2-1 참조). 역시 기계는 크고 봐야 된다. 그림 2-2는 베이스 부분에 대한 스티로폼 형틀, 그리고 그림 2-3은 T홈 베드에 대한 스티로폼 형틀의 사진이다. 마지막으로 그림 2-4는 가공한 스티로폼 형틀을 모두 이용해 가조립한 후의 모습이다. 완성이 되면 이런 모습을 가지게 될 것이다. 베드위에 놓인 담배갑을 통해 베드의 크기를 유추해 볼 수 있다.
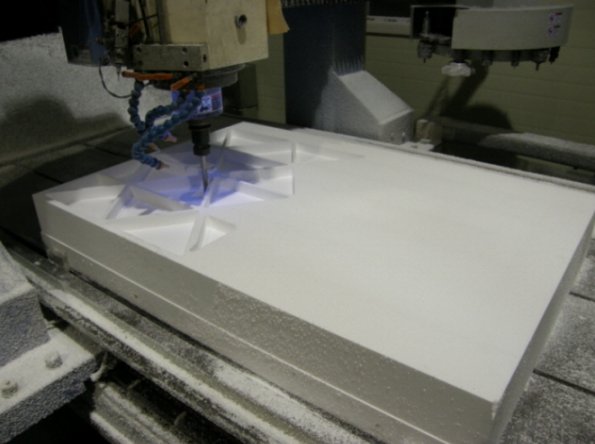
그림 2-1 : 스티로폼 형틀 가공 작업

그림 2-2 : 베이스 부분에 대한 스티로폼 형틀
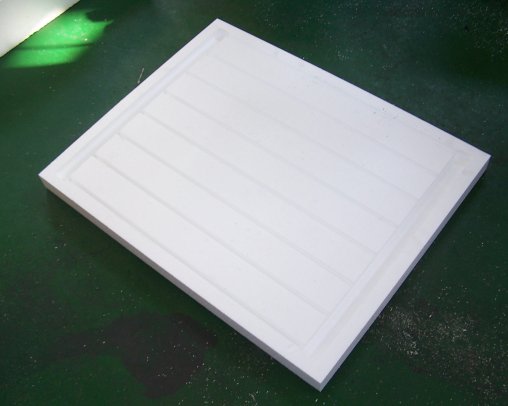
그림 2-3 : T-홈 베드에 대한 스티로폼 형틀

그림 2-4 : 스티포폼 형틀의 가조립 모습
3단계-주물 작업 : 사실 이쪽은 전문가가 아닌지라 그냥 신기하기만 한 부분. 역시 이종래님께서 도와 주셨다. 그림 3-1은 주물공장 내부라고 한다. 가보지는 않았지만 상당히 더워 보인다. 겨울엔 모르겠지만 여름엔 고생일 듯.. 그림 3-2는 주물 성형이 끝난 나의 2호 CNC 기구물들이 버킷에 담겨있는 모습. 뜨거웠지? 조금만 기다려라. 너에게 새 생명을 불어 넣어 주리라... 그림 3-3은 주물 성형이 끝난 기구물이 이종래님 트럭에 실려 있는 모습. 도대체 이게 어떻게 정밀 공작기계로 변신할 수 있는 것인지...

그림 3-1 : 주물 공장의 내부

그림 3-2 : 주물 성형이 끝난 CNC 기구물

그림 3-3 : 트럭에 실려 있는 CNC 기구물
4단계-주물성형된 기구물의 후가공 작업 : 주물 성형된 기구물은 울퉁불퉁. 당연히 후가공 작업이 필요하다. 주물로 기계를 만드는 경험이 없었을 때에는 도대체 저 대충 찍어낸 물건가지고 어떻게 정밀 공작기계를 만든다는 것인지 이해를 못했는데 이번 기회를 통해 어떻게 돌아가는 내용인지를 알게 되었다. 그림 4-1은 이종래님의 CNC를 이용해 T홈 베드에 후가공을 하는 모습이다. 기계는 크고봐야 된다. 나의 2호 CNC 베드가 올라가 있어도 종래님의 CNC 베드는 아직도 넉넉하다. 그림 4-2은 후가공이 끝난 T홈 베드의 모습이다. 참고로 하단에 보이는 구멍 3개는 물빠지는 구멍이다. 그림 4-3는 x축을 떠받드는 기둥(column)을 후가공하고 난 후의 사진이다. 표면이 반질반질하다. 그림 4-4은 후가공이 끝난 x축의 모습. LM 가이드가 들어갈 부분과 서포트 블록이 들어갈 부분이 정밀하게 가공되어 있다. 그림 4-5는 후가공이 끝난 z축을 LM 가이드와 가조립해 본 사진이다.
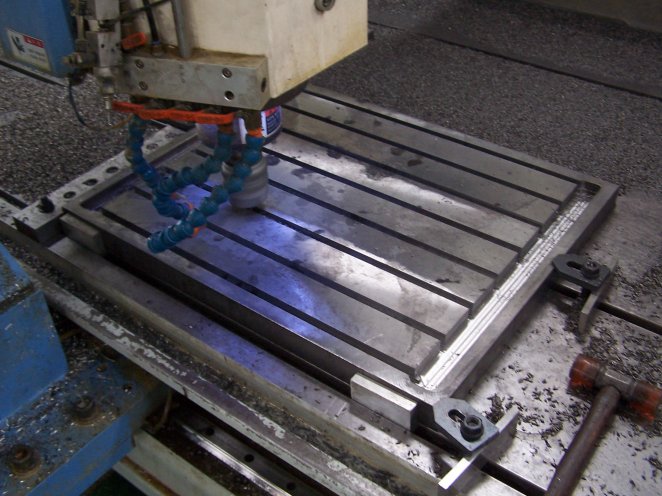
그림 4-1 : T홈 베드의 후가공 모습

그림 4-2 : 후가공된 T홈 베드

그림 4-3 : 후가공된 기둥(column)

그림 4-4 : 후가공된 x축
그림 4-5 : 후가공된 z축(LM 가이드와 가조립 상태)
5단계-도장, 조립 작업 : 1호기는 모두 알루미늄으로 만들어서 도장을 할 일이 없었다. 하지만 2호기는 기구물이 대부분 철로 되어 있어서 도장은 필수. 그리고 엄청난 인내(?)가 수반되는 조립 작업. 조립에 앞서 CNC를 올려놓을 테이블을 알루미늄 프로파일로 제작하였다. 그림 5-1은 알루미늄 프로파일로 제작한 테이블의 모습을 보여준다. 프로파일에 상단에 뚤린 4개의 구멍은 CNC의 베이스와 테이블을 볼트로 체결하기 위해 뚫어놓은 구멍이다. 도장은 이종래님의 공장에서 이종래님이 직접 해주셨다. 경험이 없는 나는 없는게 일을 도와주는 셈. 하지만 대충 눈동냥이라도 하는게 남는 것 같아 가끔 가서 구경했다. 그림 5-2는 하도를 칠한 후 가조립된 CNC의 사진이다. 상도를 칠하기 위해 프로파일 테이블을 비닐로 감싸놓은 모습이다. 그림 5-3은 도장 작업이 끝난 후 조립 작업중 찍은 사진이다. 베드위에 큰 돌덩이는 공작기계 조립에 필수인 석정반이다. 석정반은 모두 직각을 이루고 있어서 이것을 긁으면서 기준을 맞춘다고 한다. 이번에 처음 알았다. 솔직히 1호기 만들때는 전혀 이런 개념이 없었다. 그림 5-4는 조립이 끝난 CNC의 사진이다.
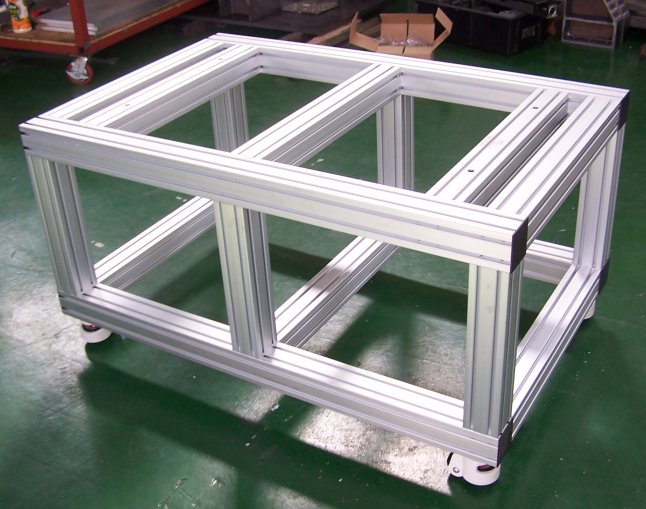
그림 5-1 : 알루미늄 프로파일로 제작한 CNC 테이블

그림 5-2 : 하도를 끝낸 후 가조립된 CNC
그림 5-3 : CNC 조립 과정

그림 5-4 : 조립이 끝난 CNC 2호기
6단계-이동 작업 :조립은 끝났지만 모터도 부착이 안되어 있고 결선도 하나도 되어 있지 않은 상태이라 여기서 남은 작업도 만만치 않다. 이종래 님의 공장에서 용달차를 불러 내 작업장으로 CNC를 운반했다. 내리는데도 지게차를 불러 내려야만 했다. 한번 내려주고 가는데 4만원 받았다. 아까웠다. 하지만 사람의 힘으로 내릴수는 없으니 어쩌겠는가... 작업장이 6층이라 엘리베이터로 옮겨야 했다. 엘리베이터에 CNC를 들여놓는순간 간떨어지는줄 알았다. 엘리베이터가 CNC 무게때문에 쿵하고 떨어지면서 알람소리가 계속 들려왔다. 순간 머리속을 스쳐가는 오만가지 잡생각.. 다시 조립을 풀어헤친다면 또다시 고된 조립작업이 뒤따라야 되고... 그러나 2번째 시도에서 운좋게도 엘리베이터에 CNC를 올려놓는데 성공했다. 하지만 사람은 한명도 못타는 탓에 모조리 미친듯이 6층으로 뛰어 올라가야 했다. 참고로 우리가 사용한 엘리베이터의 용량은 1350Kg이었다. 하지만 사람이 올라탈 때는 한사람씩 차례로 올라타지만 CNC를 엘리베이터에 밀어 넣을 때는 800 Kg이 넘는 무게가 한꺼번에 들어가는 셈이라 아주 잘(?) 넣어야 된다.
7단계-모터 장착, Control box 구성, 케이블링, 냉각수, 절삭유 장치 추가 작업 : 모터는 삼성 서보 400W를 사용하였다. 서보 드라이버는 CSDJ. 드라이버가 구형이고 게다가 드라이버 펌웨어마저 version이 2.x로 너무 낮어 Autotuning 기능이 너무나 형편없었다. 다행히 이효상 님으로부터 펌웨어 Version 3.3인 드라이버를 입수하여 펌웨어가 담긴 롬을 롬라이터로 복사해서 드라이버 3개를 모두 펌웨어 Upgrade 시켰다. Version 3.3의 autotuning 기능은 쓸 만하였다. 그림 7-1과 7-2는 Control box의 외부와 내부를 보여주고 있다. 참고로 첫 번째 스위치는 전체 전원 스위치, 2번째는 스핀들 속도 조절 노브, 3번째는 냉각수 On, Off 스위치, 4번째는 절삭유 On, Off 스위치, 마지막은 Emergency 푸쉬버튼이다. Control box 꾸미는데만도 3일은 걸린 것 같다. 인터페이스 보드는 이효상님의 보드를 사용하였다. Control box를 장착하기 앞서 칩이 튀는 것을 방지하기 위해 투명 폴리카보네이트(두께 10T)로 기둥 양쪽에 커버를 씌웠다 (그림 7-1참조). 폴리카보네이트가 이렇게 비싼지 이번에 처음 알았다.

그림 7.1 : Control Box 외관
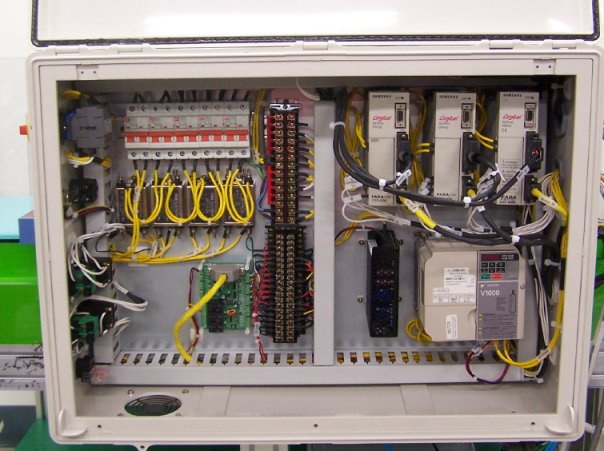
그림 7-2 : Control box 내부 구성
1호기때에는 공냉식 스핀들을 사용해서 특별한 장치가 필요 없었으나 2호기는 수냉식 스핀들을 사용하므로 냉각수 순환장치를 만들어 주어야 했다. 그림 7-3은 냉각수 순환 장치의 사진을 보여주고 있다. 황태일님의 조언을 통해 이 부분을 해결할 수 있었다(고마워요~). 그림 7-4는 절삭유 통의 모습을 보여주고 있다. 항상 이 절삭유 처리하는 부분만 가면 대략 난감하다. 갑자기 싼티가 팍 난다. 하지만 어쩔 수 없다. 수족관 펌프(30w)로 순환시키고 찌꺼기를 걸러주기 위해 유공압분야에서 쓰는 기름 필터를 사용했다. 모양은 안나지만 지금까지는 그냥 저냥 썼다.
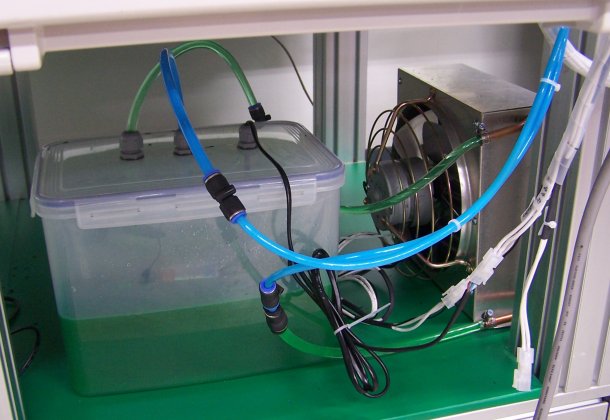
그림 7-3: 냉각수 순환 장치

그림 7-4 : 절삭유 통 및 순환 장치
8단계-Cable veyor 추가, 칩 확산 방지용 스커트 추가 : 품격(?)있는 기계를 만들기 위해 최대한 외관을 깔끔하게 가져가도록 노력했다. 그 첫 번째로 너덜되는 케이블들을 깔끔하게 관리하는 케이블 베이어 사용하는 것은 필수. 참고로 케이블 베이어는 중고를 사용했다. 2호기 CNC 제작에 사용한 중고품중 가격대 성능비가 제일 좋은게 케이블 베이어가 아닌가 싶다(딱히 성능이라고 할만한게 없으므로...). 설계 당시 케이블 베이어를 설치하기 위해 기구물에 별도로 구멍을 뚤어놓질 않아서 이 부분에서 심수용군이 시간을 많이 소비했다. 이제 CNC는 동작하는 상태이므로 2호기 CNC를 이용하여 튜닝(?)에 필요한 기구물을 가공하기 시작했다. 20T 흑색 아세탈을 이용하여 먼저 케이블 베이어를 부착하기 위한 기구물을 만들었다. 그림 8-1은 x축으로 접혔다펴졌다하는 케이블 베이어를 부착하기 위해 가공한 기구물의 모습과 부착된 모습에 대한 사진이다. 6파이 평엔드밀을 이용해서 가공하였다. 스핀들 돌아가는 위용이 무시무시하게 느껴졌다. 더더욱 안전에 유의해야 겠다는 생각이 들었다. 그림 8-2는 z축에 케이블 베이어를 부착하기 위해 가공한 기구물의 모습과 그것을 이용해 케이블 베이어가 부착된 모습에 대한 사진이다.스핀들이 원통 모양이라 커플링이 샤프트 조이듯 스핀들을 물어서 기구물을 고정한 후 그 위에 케이블 베이어를 고정하였다. 그림 8-3은 부착이 완료된 케이블 베이어의 전체 모습에 대한 사진이다. 나름 깔끔하게 느껴진다. 그림 8-4는 가공시 칩이 튀는 것을 방지하기 위한 스커트(맞는 표현인지?)를 장착하기 위한 기구물의 모습이다. 스핀들에 쉽게 탈부착이 가능하도록 설계하였다. 스핀들이 원형인 관계로 스핀들을 물어서 고정하는 방식으로 설계하였다. 그림 8-5는 2개의 칩확산 방지용 스커트 중 후면부만을 스핀들에 장착한 모습이다. 그림 8-6은 스커트가 완전 장착된 모습이다. 전면부 스커트는 밀어넣기 식으로 장착될 수 있도록 설계되어 있다. 그림 8-7은 제작된 CNC 2호기의 전경을 보여주고 있다. 그림 8-8은 넓직한(?) T홈 베드의 모습을 보여주고 있다. 바이스를 물려 가공하는 것도 가능하다.
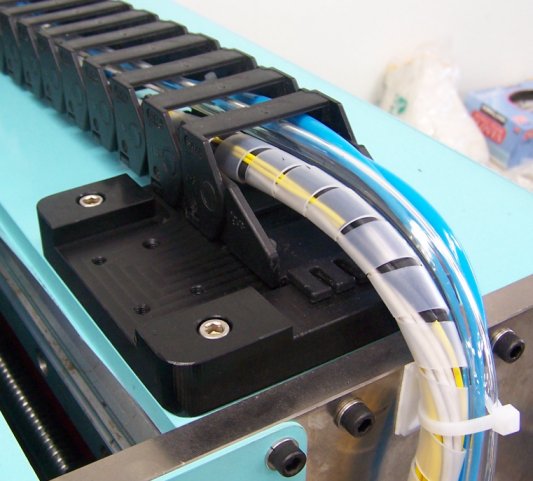
그림 8-1 : 케이블베이어를 CNC에 부착하기 위해 가공한 기구물
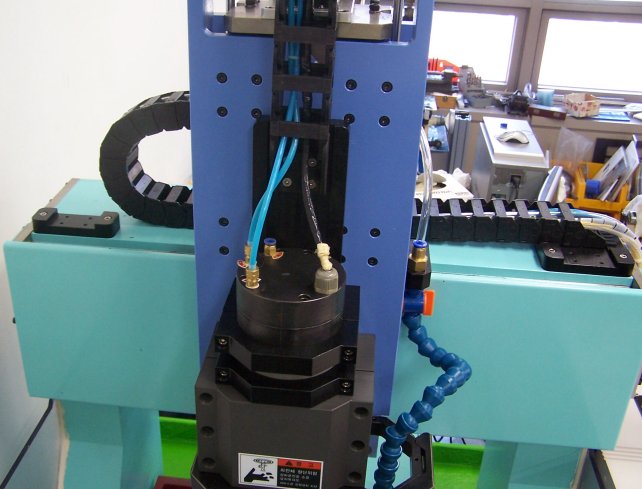
그림 8-2 : Z축 기구물에 케이블 베이어 부착을 위해 가공한 기구물 (결합된 모습)

그림 8-3 : 케이블 베이어가 장착된 모습
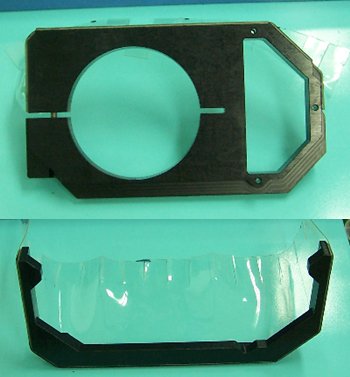
그림 8-4 : 칩 확산 방지용 스커트 부착용 기구물

그림 8-5 : 칩확산 방지용 스커트 후면 장착 모습

그림 8-6 : 칩 확산 방지용 스커트 완전 장착 모습

그림 8-7 : 제작된 CNC 2호기의 전경
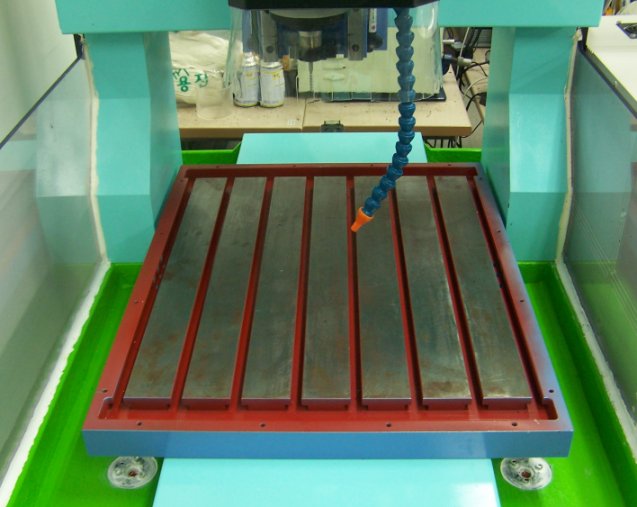
그림 8-8 : 제작된 CNC 2호기의 넓직한 T홈 베드
결론 : 자작 CNC이기는 하지만 2, 3, 4, 5 단계는 이종래님의 도움이 없이는 불가능한 작업이었다. 더불어 황태일님, 경일규님과의 대화를 통해 유익한 정보를 많이 얻을 수 있었다. 이효상님은 직장이 서로 가까운 관계로 여러 가지도움을 받을 수 있었다. 이 분들 모두에게 다시 한번 감사의 말씀을 전하고 싶다. 구상에서부터 완성까지 거의 1년이 걸린 중장기 프로젝트였다. 완성이 된 이 시점에서 CNC를 바라볼 때는 흐뭇한 마음이 저절로 든다. 하지만 CNC 자체는 그저 도구에 불과할 뿐이며, CNC를 이용하여 더 큰 부가가치를 갖는 무언가를 창조해 내는 것이 최종 목표인 만큼 앞으로 더 많은 연구 개발이 있어야 할 것 같다. 최근 이종래님이 개발하신 ATC (Auto Tool Change)를 보고 있자니 다시 슬금슬금 Upgrade의 욕망이 꿈틀대지만 아직은 시기 상조. 좀더 2호기에 친숙해 진 다음에 생각해 보기로 했다. 끝으로 설계부터 제작까지 전 공정을 맡아서 진행해준 심수용 군에게 특별히 감사의 말을 전하고 싶다.
읽어 주신 카페 회원님들 고맙습니다. 모두 즐작 하세요.